


|
| MOQ: | 900kg |
| fiyat: | Negotiation |
| Standart ambalaj: | 25kg Karton + 900kg / Palet |
| teslim süresi: | 30-60 gün |
| Ödeme yöntemi: | L / C |
DIN 933, çelikten imal edilmiş altıgen şekilli vidalardır.10.9 metrik kalite cıvatalar, orta karbonlu çelik, orta karbonlu çelik alaşımlı veya düşük karbonlu bor çeliği gibi DIN 933 cıvata malzemesi kullanılarak üretilir.DIN 933 cıvata 10.9 metrik cıvata kalitesine hak kazanmak için, payın hem söndürme hem de temperleme ile işlenmesi gerekir.Genellikle,DIN 933 cıvata 10.9büyük ve dövme parçaların cıvatalanması uygulamalarında ve otomotiv endüstrisinde de kullanılmaktadır.
DIN 933 - Başa kadar dişli altıgen başlı cıvatalar
Mevcut norm:DIN EN 24017
Eşdeğer normlar:ISO 4017;CSN 021103;PN 82105;UNI 5739;AB 24017
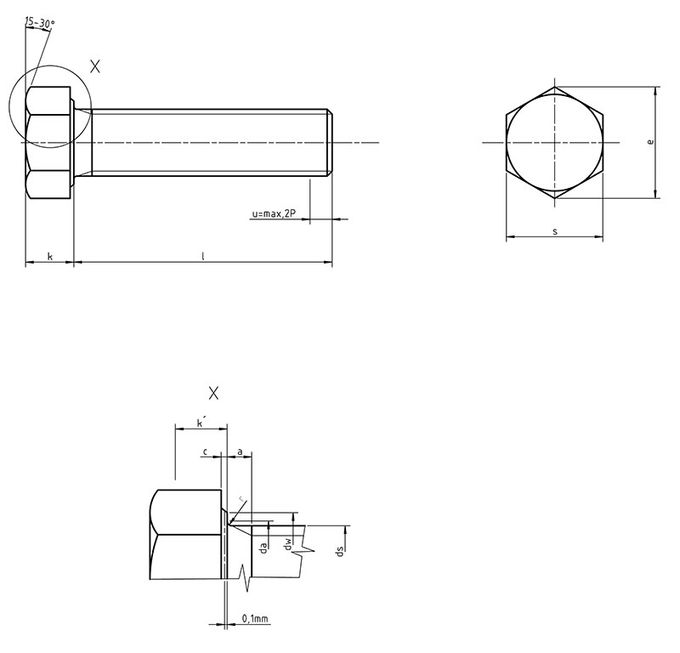
ben- cıvatanın uzunluğu
D- ipliğin nominal çapı
k- baş yüksekliği
r- yarıçap
e- çevrelenmiş dairenin çapı (en az değil)
s- boyut altıgen başlı anahtar teslimi
C- montaj bileziğinin kalınlığı
a- uzunluk alt kesimi
Çelik:5.6,5.8,8.8,10.9,12.9
Paslanmaz:A2,A4
Plastik:Plastik Pa
Demir Dışı:Pirinç
Konu:6g
| Vida dişi D |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| Vida dişi D |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Süreç akışı
Soğuk dövme
Tavlama tedavisi (gerekirse)➨ tel çekme ➨ kesek dövme ➨ iplik haddeleme ➨ısıl işlem yapın (gerekirse)➨Bitiş➨Paketleme
sıcak dövme
kesme malzemesi➨sıcak dövme➨dönüm➨ küçültme çapı (yarım diş) ➨dişli haddeleme➨ısıl işlem yapın (gerekirse)➨Bitiş➨Paketleme
Ürün Sınıfı
Sınıf4.8 Sınıf5.8 Sınıf6.8 Sınıf8.8 Sınıf10.9 Sınıf12.9
| HAYIR. | mekanik veya fiziksel özellik |
Özellik sınıfı | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | ||||
| D≤16mma | d>16mmB | d≤16mm | ||||||||||
| 1 | Gerilme direnci rm,Mpa |
isimC | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| maks. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Daha düşük akma mukavemeti reL,Mpa |
isimC | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| maks. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | % 0,2 orantısız uzamada gerilim rp0.2,Mpa |
isimC | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| maks. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | 0,0048 d'de gerilim orantısız uzama için tam boy bağlantı elemanları rPF,Mpa |
isimC | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| maks. | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | ||
| 5 | Prova yükü altında stres SPF,Mpa |
isim | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Kanıt Sp, isim/ReL dkVeya güçlüp, isim/Rp0.2dkVeya oran Sp, isim/Rpf dk |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | yüzde uzama için kırıldıktan sonra işlenmiş test parçaları,A,% |
dk. | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | sonra alanın yüzde küçülmesi işlenmiş test parçaları için kırılma,Z,% |
dk. | —— | 52 | 48 | 48 | 44 | |||||
| 8 | Tam boy için kırılma sonrası uzama bağlantı elemanları, birF |
dk. | —— | 0.24 | —— | 0.22 | 0,2 | —— | —— | —— | —— | —— |
| 9 | kafa sağlamlığı | kırık yok | ||||||||||
| 10 | Vickers sertliği, HV, F≥98N |
dk. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| maks. | 220G | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Brinell sertliği, HBW ,F=30D² |
dk. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| maks. | 209G | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Rockwell sertliği, HRB, HRB |
dk. | 67 | 71 | 79 | 82 | 89 | |||||
| maks. | 95G | 99.5 | ||||||||||
| Rockwell sertliği, sıcak sac |
dk. | —— | 22 | 23 | 28 | 32 | 39 | |||||
| maks. | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Yüzey sertliği YG 0.3 |
maks. | —— | H | h,j | h,j | ||||||
| 14 | Karbonsuz diş bölgesinin yüksekliği,E,mm | dk. | —— | 1/2H1 | 2/3H1 | 3/4H1 | ||||||
| Tam dekarbürizasyon derinliği iplik, G, mm |
maks. | —— | 0.015 | |||||||||
| 15 | Yeniden tavlamadan sonra sertliğin azaltılması, HV | maks. | —— | 20 | ||||||||
| 16 | kırma torku, mB,N·m |
dk. | —— | ISO 898-7 uyarınca | ||||||||
| 17 | Darbe gücü, KVK, ben,J |
dk. | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | uyarınca yüzey bütünlüğü | ISO 6157-1n | ISO 6157-3 | |||||||||
| a Değerler yapısal cıvatalama için geçerli değildir. b Yapısal cıvatalama için d W M12. c Nominal değerler, yalnızca özellik sınıfları için atama sisteminin amacı için belirtilmiştir.Bkz. Madde 5. d Daha düşük akma dayanımı ReL'nin belirlenemediği durumlarda, % 0,2 orantısız uzama Rp0,2'de gerilimin ölçülmesine izin verilir. e 4.8, 5.8 ve 6.8 özellik sınıfları için Rpf min değerleri araştırılmaktadır.Mevcut değerler, yalnızca uzama gerilmesi oranının hesaplanması için verilmiştir.Bunlar test değerleri değildir. f Prova yükleri Tablo 5 ve 7'de belirtilmiştir. g Bir bağlantı elemanının sonunda belirlenen sertlik maksimum 250 HV, 238 HB veya 99,5 HRB olacaktır. h Yüzey sertliği, hem yüzey sertliği hem de çekirdek sertliği HV 0,3 ile belirlenirken, bağlantı elemanının ölçülen çekirdek sertliğinin üzerinde 30 Vickers noktasından fazla olmamalıdır. i Yüzey sertliğinin 390 HV'yi aştığını gösteren herhangi bir yüzey sertliği artışı kabul edilemez. j Yüzey sertliğinin 435 HV'yi aştığını gösteren herhangi bir yüzey sertliği artışı kabul edilemez. k Değerler, -20 °C'lik bir test sıcaklığında belirlenir, bkz. 9.14. l d G 16 mm için geçerlidir.m KV değeri araştırılıyor. n ISO 6157-1 yerine ISO 6157-3, üretici ile alıcı arasında anlaşmaya varılarak uygulanabilir. |
||||||||||||
Malzemeler ve Kimyasal bileşim
1008
| KİMYASAL BİLEŞİM % | ||||||||
| C | Si | Mn | P | S | cr | Ni | Cu | Al |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| KİMYASAL BİLEŞİM % | |||||||
| C | Si | Mn | P | S | cr | Ni | Cu |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| KİMYASAL BİLEŞİM % | ||||||
| C | Si | Mn | P | S | cr | B |
| 0,2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| KİMYASAL BİLEŞİM % | |||||||
| C | Si | Mn | P | S | cr | Ni | Cu |
| 0.45 | 0.23 | 0,58 | 0.014 | 0.006 | 0.057 | 0,008 | 0.016 |
40CR
| KİMYASAL BİLEŞİM % | |||||||
| C | Si | Mn | P | S | cr | Ni | Cu |
| 0,4 | 0.21 | 0,54 | 0.015 | 0,008 | 0.95 | 0.02 | 0.02 |
35CRMO
| KİMYASAL BİLEŞİM % | ||||||||
| C | Si | Mn | P | S | cr | Ni | Cu | ay |
| 0.35 | 0.22 | 0,59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| KİMYASAL BİLEŞİM % | ||||||||
| C | Si | Mn | P | S | cr | Ni | Cu | ay |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0,2 |
Bitiş
DÜZ ZP YZP SİYAH HDG DACROMET GEOMET KROM NİKEL VE GİBİ
PAKETLEME
QBH TOPLU
20-25KG/CTN,36CTNS/PALET
20-30KG/ÇANTA,36ÇANTA/PALET
BİR TON/KUTU
50KG/ DEMİR VARİL,12 DEMİR VARİL/PALET
QBH KÜÇÜK AMBALAJ
Müşterinin ihtiyaçlarına göre küçük kutularda ambalajlama
Müşterinin ihtiyaçlarına göre plastik torba içinde ambalaj
QBH PALET TİPİ
masif AHŞAP FUMIGASYON PALET
EURO Palet
ÜÇ ATELİ PALET
TAHTA KUTU
QBH'nin avantajları
SSS
|
|
| MOQ: | 900kg |
| fiyat: | Negotiation |
| Standart ambalaj: | 25kg Karton + 900kg / Palet |
| teslim süresi: | 30-60 gün |
| Ödeme yöntemi: | L / C |
DIN 933, çelikten imal edilmiş altıgen şekilli vidalardır.10.9 metrik kalite cıvatalar, orta karbonlu çelik, orta karbonlu çelik alaşımlı veya düşük karbonlu bor çeliği gibi DIN 933 cıvata malzemesi kullanılarak üretilir.DIN 933 cıvata 10.9 metrik cıvata kalitesine hak kazanmak için, payın hem söndürme hem de temperleme ile işlenmesi gerekir.Genellikle,DIN 933 cıvata 10.9büyük ve dövme parçaların cıvatalanması uygulamalarında ve otomotiv endüstrisinde de kullanılmaktadır.
DIN 933 - Başa kadar dişli altıgen başlı cıvatalar
Mevcut norm:DIN EN 24017
Eşdeğer normlar:ISO 4017;CSN 021103;PN 82105;UNI 5739;AB 24017
ben- cıvatanın uzunluğu
D- ipliğin nominal çapı
k- baş yüksekliği
r- yarıçap
e- çevrelenmiş dairenin çapı (en az değil)
s- boyut altıgen başlı anahtar teslimi
C- montaj bileziğinin kalınlığı
a- uzunluk alt kesimi
Çelik:5.6,5.8,8.8,10.9,12.9
Paslanmaz:A2,A4
Plastik:Plastik Pa
Demir Dışı:Pirinç
Konu:6g
| Vida dişi D |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| Vida dişi D |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Süreç akışı
Soğuk dövme
Tavlama tedavisi (gerekirse)➨ tel çekme ➨ kesek dövme ➨ iplik haddeleme ➨ısıl işlem yapın (gerekirse)➨Bitiş➨Paketleme
sıcak dövme
kesme malzemesi➨sıcak dövme➨dönüm➨ küçültme çapı (yarım diş) ➨dişli haddeleme➨ısıl işlem yapın (gerekirse)➨Bitiş➨Paketleme
Ürün Sınıfı
Sınıf4.8 Sınıf5.8 Sınıf6.8 Sınıf8.8 Sınıf10.9 Sınıf12.9
| HAYIR. | mekanik veya fiziksel özellik |
Özellik sınıfı | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | ||||
| D≤16mma | d>16mmB | d≤16mm | ||||||||||
| 1 | Gerilme direnci rm,Mpa |
isimC | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| maks. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Daha düşük akma mukavemeti reL,Mpa |
isimC | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| maks. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | % 0,2 orantısız uzamada gerilim rp0.2,Mpa |
isimC | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| maks. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | 0,0048 d'de gerilim orantısız uzama için tam boy bağlantı elemanları rPF,Mpa |
isimC | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| maks. | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | ||
| 5 | Prova yükü altında stres SPF,Mpa |
isim | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Kanıt Sp, isim/ReL dkVeya güçlüp, isim/Rp0.2dkVeya oran Sp, isim/Rpf dk |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | yüzde uzama için kırıldıktan sonra işlenmiş test parçaları,A,% |
dk. | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | sonra alanın yüzde küçülmesi işlenmiş test parçaları için kırılma,Z,% |
dk. | —— | 52 | 48 | 48 | 44 | |||||
| 8 | Tam boy için kırılma sonrası uzama bağlantı elemanları, birF |
dk. | —— | 0.24 | —— | 0.22 | 0,2 | —— | —— | —— | —— | —— |
| 9 | kafa sağlamlığı | kırık yok | ||||||||||
| 10 | Vickers sertliği, HV, F≥98N |
dk. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| maks. | 220G | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Brinell sertliği, HBW ,F=30D² |
dk. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| maks. | 209G | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Rockwell sertliği, HRB, HRB |
dk. | 67 | 71 | 79 | 82 | 89 | |||||
| maks. | 95G | 99.5 | ||||||||||
| Rockwell sertliği, sıcak sac |
dk. | —— | 22 | 23 | 28 | 32 | 39 | |||||
| maks. | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Yüzey sertliği YG 0.3 |
maks. | —— | H | h,j | h,j | ||||||
| 14 | Karbonsuz diş bölgesinin yüksekliği,E,mm | dk. | —— | 1/2H1 | 2/3H1 | 3/4H1 | ||||||
| Tam dekarbürizasyon derinliği iplik, G, mm |
maks. | —— | 0.015 | |||||||||
| 15 | Yeniden tavlamadan sonra sertliğin azaltılması, HV | maks. | —— | 20 | ||||||||
| 16 | kırma torku, mB,N·m |
dk. | —— | ISO 898-7 uyarınca | ||||||||
| 17 | Darbe gücü, KVK, ben,J |
dk. | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | uyarınca yüzey bütünlüğü | ISO 6157-1n | ISO 6157-3 | |||||||||
| a Değerler yapısal cıvatalama için geçerli değildir. b Yapısal cıvatalama için d W M12. c Nominal değerler, yalnızca özellik sınıfları için atama sisteminin amacı için belirtilmiştir.Bkz. Madde 5. d Daha düşük akma dayanımı ReL'nin belirlenemediği durumlarda, % 0,2 orantısız uzama Rp0,2'de gerilimin ölçülmesine izin verilir. e 4.8, 5.8 ve 6.8 özellik sınıfları için Rpf min değerleri araştırılmaktadır.Mevcut değerler, yalnızca uzama gerilmesi oranının hesaplanması için verilmiştir.Bunlar test değerleri değildir. f Prova yükleri Tablo 5 ve 7'de belirtilmiştir. g Bir bağlantı elemanının sonunda belirlenen sertlik maksimum 250 HV, 238 HB veya 99,5 HRB olacaktır. h Yüzey sertliği, hem yüzey sertliği hem de çekirdek sertliği HV 0,3 ile belirlenirken, bağlantı elemanının ölçülen çekirdek sertliğinin üzerinde 30 Vickers noktasından fazla olmamalıdır. i Yüzey sertliğinin 390 HV'yi aştığını gösteren herhangi bir yüzey sertliği artışı kabul edilemez. j Yüzey sertliğinin 435 HV'yi aştığını gösteren herhangi bir yüzey sertliği artışı kabul edilemez. k Değerler, -20 °C'lik bir test sıcaklığında belirlenir, bkz. 9.14. l d G 16 mm için geçerlidir.m KV değeri araştırılıyor. n ISO 6157-1 yerine ISO 6157-3, üretici ile alıcı arasında anlaşmaya varılarak uygulanabilir. |
||||||||||||
Malzemeler ve Kimyasal bileşim
1008
| KİMYASAL BİLEŞİM % | ||||||||
| C | Si | Mn | P | S | cr | Ni | Cu | Al |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| KİMYASAL BİLEŞİM % | |||||||
| C | Si | Mn | P | S | cr | Ni | Cu |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| KİMYASAL BİLEŞİM % | ||||||
| C | Si | Mn | P | S | cr | B |
| 0,2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| KİMYASAL BİLEŞİM % | |||||||
| C | Si | Mn | P | S | cr | Ni | Cu |
| 0.45 | 0.23 | 0,58 | 0.014 | 0.006 | 0.057 | 0,008 | 0.016 |
40CR
| KİMYASAL BİLEŞİM % | |||||||
| C | Si | Mn | P | S | cr | Ni | Cu |
| 0,4 | 0.21 | 0,54 | 0.015 | 0,008 | 0.95 | 0.02 | 0.02 |
35CRMO
| KİMYASAL BİLEŞİM % | ||||||||
| C | Si | Mn | P | S | cr | Ni | Cu | ay |
| 0.35 | 0.22 | 0,59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| KİMYASAL BİLEŞİM % | ||||||||
| C | Si | Mn | P | S | cr | Ni | Cu | ay |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0,2 |
Bitiş
DÜZ ZP YZP SİYAH HDG DACROMET GEOMET KROM NİKEL VE GİBİ
PAKETLEME
QBH TOPLU
20-25KG/CTN,36CTNS/PALET
20-30KG/ÇANTA,36ÇANTA/PALET
BİR TON/KUTU
50KG/ DEMİR VARİL,12 DEMİR VARİL/PALET
QBH KÜÇÜK AMBALAJ
Müşterinin ihtiyaçlarına göre küçük kutularda ambalajlama
Müşterinin ihtiyaçlarına göre plastik torba içinde ambalaj
QBH PALET TİPİ
masif AHŞAP FUMIGASYON PALET
EURO Palet
ÜÇ ATELİ PALET
TAHTA KUTU
QBH'nin avantajları
SSS

