

|
| MOQ: | 900kg |
| fiyat: | Negotiation |
| Standart ambalaj: | 25KG / CTN, 36CTN / PALET veya küçük ambalaj |
| teslim süresi: | 30 gün |
| Ödeme yöntemi: | L / C, T / T |
| Tedarik kapasitesi: | 500Ton / ay |
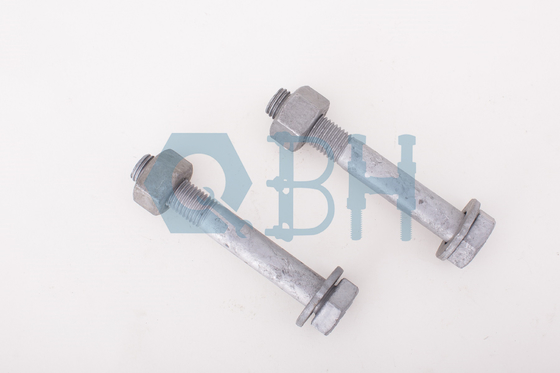
8.8 HDG Karbon Çelik M16 TO M36 Elektrik Bağlantı Elemanları
Şartname
8.8 Yüksek Mukavemetli Yapısal Cıvata AS1252
Tüm sabitleyiciler AS1252 yapısal cıvatalar, cıvata, somun ve rondeladan oluşan eksiksiz bir montajdır.Avustralya yapısal standartlarının gereksinimlerini karşılamak için projede kurulu kaliteli ürünlere güvenenler tarafından seçilir.
|
|||||||
|
Süreç akışı
Soğuk dövme
Tavlama tedavisi (gerekirse) ➨ tel çekme ➨ kesek dövme ➨ diş çekme ➨ısıl işlem yapmak (gerekirse) ➨ Bitiş ➨ Paketleme
Sıcak dövme
Kesme malzemesi ➨ sıcak dövme ➨ dönme ➨ küçültme çapı (yarım iplik) ➨dişli haddeleme ➨ ısıl işlem yapmak (gerekirse) ➨ Bitiş ➨ Paketleme
Ürün Sınıfı
Sınıf4.8 Sınıf5.8 Sınıf6.8 Sınıf8.8 Sınıf10.9 Sınıf12.9
| HAYIR. | Mekanik veya fiziksel özellik |
Emlak sınıfı | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 / 12.9 | ||||
| D≤16mma | d > 16 mmb | d≤16mm | ||||||||||
| 1 | Gerilme direnci Rm, Mpa |
nom.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| maks. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Daha düşük akma dayanımı ReL, Mpa |
nom.c | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| maks. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | % 0,2 orantısız uzamada gerilme Rsf0.2, Mpa |
nom.c | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| maks. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | 0,0048 d'deki gerilme orantısız uzamada tam boyutlu bağlantı elemanları Rpf, Mpa |
nom.c | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| maks. | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | ||
| 5 | Prova yük altında stres Spf, Mpa |
nom. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Kanıt Sp, nom/ ReL min Veya güçlüp, nom/ Rs. 0.2 dak. Veya oran Sp, nom/ Rpf min |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | Yüzde uzama kırıldıktan sonra işlenmiş test parçaları, A,% |
min. | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | Sonrasında alanın yüzde azalması işlenmiş test parçaları için kırılma, Z,% |
min. | —— | 52 | 48 | 48 | 44 | |||||
| 8 | Tam boy için kırılmadan sonra uzama bağlantı elemanları, Af |
min. | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— |
| 9 | Baş sağlamlığı | Kırılma yok | ||||||||||
| 10 | Vickers sertliği, HV, F≥98N |
min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| maks. | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Brinell sertliği, HBW , F = 30D² |
min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| maks. | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Rockwell sertliği, HRB, HRB |
min. | 67 | 71 | 79 | 82 | 89 | |||||
| maks. | 95g | 99.5 | ||||||||||
| Rockwell sertliği, HRC |
min. | —— | 22 | 23 | 28 | 32 | 39 | |||||
| maks. | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Yüzey sertliği HV 0.3 |
maks. | —— | h | h, j | h, j | ||||||
| 14 | Dekarbürize edilmemiş diş bölgesinin yüksekliği, E, mm | min. | —— | 1 / 2H1 | 2 / 3H1 | 3 / 4H1 | ||||||
| Tam dekarbürizasyonun iplik, G, mm |
maks. | —— | 0.015 | |||||||||
| 15 | Yeniden temperlemeden sonra sertliğin azaltılması, HV | maks. | —— | 20 | ||||||||
| 16 | Kırılma torku, MB, N · m |
min. | —— | ISO 898-7 uyarınca | ||||||||
| 17 | Darbe dayanımı, KVK, ben, J |
min. | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | Uygun yüzey bütünlüğü | ISO 6157-1n | ISO 6157-3 | |||||||||
|
a Değerler yapısal cıvatalama için geçerli değildir. |
||||||||||||
Malzemeler ve Kimyasal kompozisyon
1008
| KİMYASAL BİLEŞİM% | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Al |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| KİMYASAL BİLEŞİM% | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| KİMYASAL BİLEŞİM% | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| KİMYASAL BİLEŞİM% | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| KİMYASAL BİLEŞİM% | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| KİMYASAL BİLEŞİM% | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Pzt |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| KİMYASAL BİLEŞİM% | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Pzt |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
Bitiş
DÜZ ZP YZP SİYAH HDG DAKROMET GEOMET KROM NİKEL
PAKETLEME
QBH TOPLU
20-25KG / CTN, 36CTNS / PALET
20-30KG / ÇANTA, 36 ÇANTA / PALET
BİR TON / KUTU
50kg / DEMİR TAMBURLU, 12 DEMİR TAMBUR / PALET
QBH KÜÇÜK AMBALAJ
Müşterinin ihtiyaçlarına göre küçük kutularda ambalajlama
Müşterinin ihtiyacına göre plastik torba içinde ambalajlama
QBH PALET TİPİ
KATI AHŞAP FUMİGASYON PALETİ
EURO Palet
ÜÇ ATEL PALET
TAHTA KUTU
QBH'nin avantajları
Ürün uygulaması
AS1252 Gr8.8 Yüksek Mukavemetli Yapısal Cıvatalar HDG
AS1252 cıvata somun rondelası montajlı HDG Fabrikasının cıvatalarının bir ucunda makine vida dişleri ve diğer ucunda altıgen başlı, daha iyi bir sızdırmazlık için başın altında bir rondela yüzü vardır.Bu Cıvatalar doğrudan bir makineye sıkılabilir, çünkü AS1252 cıvata somun rondelası monte edilir HDG Fabrikası, altıgen cıvata ile aynı kalitede ve aynı kalitede pullar ve somunlar içerir.Kısmen dişli şaft, nesneler arasında daha güçlü bir tutuş ve daha az kesme hareketi sağlar.
AS1252 cıvata somun rondelası montajı HDG Fabrikası cıvata, somun ve rondeladan oluşur.AS1252 cıvata somun rondelası montajı HDG Fabrikası, en iyi sonuç için herhangi bir deliği önceden delmek zorundadır.Sıkarken daha fazla tork elde etmek için bu kelebek vidaları bir anahtarla sıkın.Bu cıvata somunu rondelası, çoğu makine ve ekipmanı sabitlemek için uygundur.
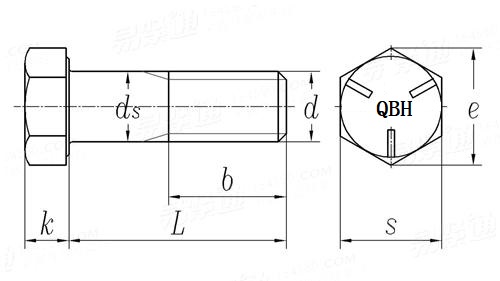
AS1252 cıvataları, genellikle metal veya ahşap olmak üzere iki nesneyi birbirine göre sabit bir konumda tutmak için kullanılan başlı, dıştan dişli bağlantı elemanlarıdır.Kendi dişlerini kesen vidaların aksine, cıvatalar, yerinde kalmak ve cıvatalı eklemde istenen gerginlik seviyesini sağlamak için somunların iç dişleriyle eşleşir.Somun kullanımı, demontaj ve yeniden montaja yardımcı olur.Ek olarak, cıvatalar genellikle vidalardan daha fazla yük taşıma kapasitesine sahiptir ancak konik bir şafta sahip değildir.Cıvatanın kafa tipi, sıkmak ve gevşetmek için gerekli aleti belirler.Cıvatalar, mobilyadan makineye ve köprülere kadar her şeyi bir arada tutmaktan sorumludur.
AS1252 cıvataları, tamamen dişli vidaları ve kısmen dişli vidaları içerir.Tam dişli vidalar, başlığa kadar tamamen dişli, dişli bir delik ile birleşir.Yanlamasına kuvvet önemli olmadığında bunları seçin.Kısmen dişli vidalar, yandan kuvvet uygulandığında daha fazla tutma gücü için başın altında dişsiz bir kısma sahiptir.Dişsiz kısım, vidanın dişli kısmından daha güçlüdür.Diş uzunluğu, yayınlanan minimum diş uzunluğundan tam dişe kadar değişebilir.
AS1252 cıvata somun rondelası montajı HDG Fabrikası, özellikle çeliği çeliğe bağlayan köprüler ve binalar gibi yüksek mukavemet gerektiren yüksek yük uygulamaları için tasarlanmıştır.AS1252 cıvata somun rondelası montajı HDG Fabrikası, en iyi sonuç için her türlü deliği önceden delmeli ve benzer kalitede ve son kat rondelalar ve somunlar kullanmalıdır.Sıkarken daha fazla tork elde etmek için bu kelebek vidaları bir anahtarla sıkın.
|
|
| MOQ: | 900kg |
| fiyat: | Negotiation |
| Standart ambalaj: | 25KG / CTN, 36CTN / PALET veya küçük ambalaj |
| teslim süresi: | 30 gün |
| Ödeme yöntemi: | L / C, T / T |
| Tedarik kapasitesi: | 500Ton / ay |
8.8 HDG Karbon Çelik M16 TO M36 Elektrik Bağlantı Elemanları
Şartname
8.8 Yüksek Mukavemetli Yapısal Cıvata AS1252
Tüm sabitleyiciler AS1252 yapısal cıvatalar, cıvata, somun ve rondeladan oluşan eksiksiz bir montajdır.Avustralya yapısal standartlarının gereksinimlerini karşılamak için projede kurulu kaliteli ürünlere güvenenler tarafından seçilir.
|
|||||||
|
Süreç akışı
Soğuk dövme
Tavlama tedavisi (gerekirse) ➨ tel çekme ➨ kesek dövme ➨ diş çekme ➨ısıl işlem yapmak (gerekirse) ➨ Bitiş ➨ Paketleme
Sıcak dövme
Kesme malzemesi ➨ sıcak dövme ➨ dönme ➨ küçültme çapı (yarım iplik) ➨dişli haddeleme ➨ ısıl işlem yapmak (gerekirse) ➨ Bitiş ➨ Paketleme
Ürün Sınıfı
Sınıf4.8 Sınıf5.8 Sınıf6.8 Sınıf8.8 Sınıf10.9 Sınıf12.9
| HAYIR. | Mekanik veya fiziksel özellik |
Emlak sınıfı | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 / 12.9 | ||||
| D≤16mma | d > 16 mmb | d≤16mm | ||||||||||
| 1 | Gerilme direnci Rm, Mpa |
nom.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| maks. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Daha düşük akma dayanımı ReL, Mpa |
nom.c | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| maks. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | % 0,2 orantısız uzamada gerilme Rsf0.2, Mpa |
nom.c | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| maks. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | 0,0048 d'deki gerilme orantısız uzamada tam boyutlu bağlantı elemanları Rpf, Mpa |
nom.c | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| maks. | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | ||
| 5 | Prova yük altında stres Spf, Mpa |
nom. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Kanıt Sp, nom/ ReL min Veya güçlüp, nom/ Rs. 0.2 dak. Veya oran Sp, nom/ Rpf min |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | Yüzde uzama kırıldıktan sonra işlenmiş test parçaları, A,% |
min. | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | Sonrasında alanın yüzde azalması işlenmiş test parçaları için kırılma, Z,% |
min. | —— | 52 | 48 | 48 | 44 | |||||
| 8 | Tam boy için kırılmadan sonra uzama bağlantı elemanları, Af |
min. | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— |
| 9 | Baş sağlamlığı | Kırılma yok | ||||||||||
| 10 | Vickers sertliği, HV, F≥98N |
min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| maks. | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Brinell sertliği, HBW , F = 30D² |
min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| maks. | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Rockwell sertliği, HRB, HRB |
min. | 67 | 71 | 79 | 82 | 89 | |||||
| maks. | 95g | 99.5 | ||||||||||
| Rockwell sertliği, HRC |
min. | —— | 22 | 23 | 28 | 32 | 39 | |||||
| maks. | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Yüzey sertliği HV 0.3 |
maks. | —— | h | h, j | h, j | ||||||
| 14 | Dekarbürize edilmemiş diş bölgesinin yüksekliği, E, mm | min. | —— | 1 / 2H1 | 2 / 3H1 | 3 / 4H1 | ||||||
| Tam dekarbürizasyonun iplik, G, mm |
maks. | —— | 0.015 | |||||||||
| 15 | Yeniden temperlemeden sonra sertliğin azaltılması, HV | maks. | —— | 20 | ||||||||
| 16 | Kırılma torku, MB, N · m |
min. | —— | ISO 898-7 uyarınca | ||||||||
| 17 | Darbe dayanımı, KVK, ben, J |
min. | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | Uygun yüzey bütünlüğü | ISO 6157-1n | ISO 6157-3 | |||||||||
|
a Değerler yapısal cıvatalama için geçerli değildir. |
||||||||||||
Malzemeler ve Kimyasal kompozisyon
1008
| KİMYASAL BİLEŞİM% | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Al |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| KİMYASAL BİLEŞİM% | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| KİMYASAL BİLEŞİM% | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| KİMYASAL BİLEŞİM% | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| KİMYASAL BİLEŞİM% | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| KİMYASAL BİLEŞİM% | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Pzt |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| KİMYASAL BİLEŞİM% | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Pzt |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
Bitiş
DÜZ ZP YZP SİYAH HDG DAKROMET GEOMET KROM NİKEL
PAKETLEME
QBH TOPLU
20-25KG / CTN, 36CTNS / PALET
20-30KG / ÇANTA, 36 ÇANTA / PALET
BİR TON / KUTU
50kg / DEMİR TAMBURLU, 12 DEMİR TAMBUR / PALET
QBH KÜÇÜK AMBALAJ
Müşterinin ihtiyaçlarına göre küçük kutularda ambalajlama
Müşterinin ihtiyacına göre plastik torba içinde ambalajlama
QBH PALET TİPİ
KATI AHŞAP FUMİGASYON PALETİ
EURO Palet
ÜÇ ATEL PALET
TAHTA KUTU
QBH'nin avantajları
Ürün uygulaması
AS1252 Gr8.8 Yüksek Mukavemetli Yapısal Cıvatalar HDG
AS1252 cıvata somun rondelası montajlı HDG Fabrikasının cıvatalarının bir ucunda makine vida dişleri ve diğer ucunda altıgen başlı, daha iyi bir sızdırmazlık için başın altında bir rondela yüzü vardır.Bu Cıvatalar doğrudan bir makineye sıkılabilir, çünkü AS1252 cıvata somun rondelası monte edilir HDG Fabrikası, altıgen cıvata ile aynı kalitede ve aynı kalitede pullar ve somunlar içerir.Kısmen dişli şaft, nesneler arasında daha güçlü bir tutuş ve daha az kesme hareketi sağlar.
AS1252 cıvata somun rondelası montajı HDG Fabrikası cıvata, somun ve rondeladan oluşur.AS1252 cıvata somun rondelası montajı HDG Fabrikası, en iyi sonuç için herhangi bir deliği önceden delmek zorundadır.Sıkarken daha fazla tork elde etmek için bu kelebek vidaları bir anahtarla sıkın.Bu cıvata somunu rondelası, çoğu makine ve ekipmanı sabitlemek için uygundur.
AS1252 cıvataları, genellikle metal veya ahşap olmak üzere iki nesneyi birbirine göre sabit bir konumda tutmak için kullanılan başlı, dıştan dişli bağlantı elemanlarıdır.Kendi dişlerini kesen vidaların aksine, cıvatalar, yerinde kalmak ve cıvatalı eklemde istenen gerginlik seviyesini sağlamak için somunların iç dişleriyle eşleşir.Somun kullanımı, demontaj ve yeniden montaja yardımcı olur.Ek olarak, cıvatalar genellikle vidalardan daha fazla yük taşıma kapasitesine sahiptir ancak konik bir şafta sahip değildir.Cıvatanın kafa tipi, sıkmak ve gevşetmek için gerekli aleti belirler.Cıvatalar, mobilyadan makineye ve köprülere kadar her şeyi bir arada tutmaktan sorumludur.
AS1252 cıvataları, tamamen dişli vidaları ve kısmen dişli vidaları içerir.Tam dişli vidalar, başlığa kadar tamamen dişli, dişli bir delik ile birleşir.Yanlamasına kuvvet önemli olmadığında bunları seçin.Kısmen dişli vidalar, yandan kuvvet uygulandığında daha fazla tutma gücü için başın altında dişsiz bir kısma sahiptir.Dişsiz kısım, vidanın dişli kısmından daha güçlüdür.Diş uzunluğu, yayınlanan minimum diş uzunluğundan tam dişe kadar değişebilir.
AS1252 cıvata somun rondelası montajı HDG Fabrikası, özellikle çeliği çeliğe bağlayan köprüler ve binalar gibi yüksek mukavemet gerektiren yüksek yük uygulamaları için tasarlanmıştır.AS1252 cıvata somun rondelası montajı HDG Fabrikası, en iyi sonuç için her türlü deliği önceden delmeli ve benzer kalitede ve son kat rondelalar ve somunlar kullanmalıdır.Sıkarken daha fazla tork elde etmek için bu kelebek vidaları bir anahtarla sıkın.

